Technical Guide
Selecting the right stainless steel or high temperature alloy for a heading job presents no problem if the fastener manufacturer meets required material specifications. If none are provided, the best headable alloy may be determined by means of an orderly, four-step selection process.
In order of importance, the following questions should be answered:
- What corrosion resistance is required?
- What strength is needed, bearing in mind that mechanical properties may be affected by heading or subsequent heat treatment?
- Which of the grades meeting corrosion and strength requirements has the best headability?
- What is the availability of the alloy selected?
In addition, two other variables should be considered. One is the part complexity, which determines the severity of upset or extrusion. The other is the heading wire coating which, particularly in the case of an alloy not easily headed, is essential in facilitating forming and obtaining reasonable tool life.
Alloy Classes
Before considering corrosion resistance as a selection requirement, a review of the stainless steel and high temperature alloy classes may be helpful.
The simplest stainless steels contain a minimum of about 11% chromium, in addition to iron. They are generally known as the AISI 400 series of stainless steels. Depending on the chromium and carbon contents, they may be martensitic or ferritic. The martensitic alloys, typically containing more than 0.08% carbon, are hardenable by heat treatment. CarTech 410 stainless is a typical grade.
Increasing chromium or reducing carbon results in a ferritic stainless steel, which is non-hardenable by heat treatment. CarTech 430 stainless is a typical alloy in this family. Increasing chromium also improves corrosion resistance. Therefore, CarTech 430 stainless (18% chromium) is more corrosion resistant than CarTech 410 stainless (12% chromium).
For more significant improvement in corrosion resistance, a switch to the AISI 300 series is required. Nickel is the important alloying element in the 300 series, which includes types such as CarTech Custom Flo 302HQ alloy, CarTech 304 and CarTech 305 stainless steels.
These grades are the 18-8 stainless steels, containing about 18% chromium and a minimum of 8% nickel. They are austenitic and nonhardenable by heat treatment, but do work-harden by cold working. Molybdenum may be added for greater resistance to chloride pitting (CarTech 316). Still other alloying elements may be added to enhance the alloys' fabrication characteristics. For example, CarTech Custom Flo 302HQ alloy contains 3 to 4% copper, which lowers the alloy's work hardening rate and thus improves headability.
Another stainless steel category covers the age-hardening or precipitation-hardening alloys such as CarTech Custom 450® stainless, CarTech Custom 455® stainless and CarTech Custom 630® (17Cr-4Ni) stainless. They provide corrosion resistance at a strength level unavailable in the 300 or 400 series stainless steels.
A separate group comprises the high temperature alloys. Included in this classification are grades such as CarTech 718 alloy, CarTech A-286 alloy and CarTech Waspaloy. These alloys, like the precipitation-hardening grades, involve much more specialized heading techniques and require considerably more energy to head.
Another material used in specialized applications is CarTech Ni-Cu 400 alloy. This is an alloy with relatively high strength and toughness over a wide temperature range. CarTech Ni-Cu 400 alloy, with its very low work hardening rate, is easy to head.
Determining Headability
Heading, of course, is forming the head on a fastener by upsetting. Headability is determined by the alloy's mechanical properties and work hardening rate which, in turn, reflects the rate at which those mechanical properties are increased by cold working.
Tensile strength alone is not indicative of headability because two different alloys with the same annealed tensile may have different work hardening rates. If the two materials are cold worked by inline drawing, the one with the higher work hardening rate will end up with a higher yield and tensile strength. Thus it will be more difficult to head because more force will be required to shape the part.
Headability depends heavily on the ratio of yield strength to ultimate tensile strength. Yield strength must be exceeded before material flow can occur, but the ultimate tensile strength cannot be exceeded or the part will crack.
An alloy's chemical composition determines its work hardening rate. The compositions and properties of the headable stainless steels and high temperature alloys are shown in Fig. 1, in descending order from easiest-to-head to most difficult-to-head.
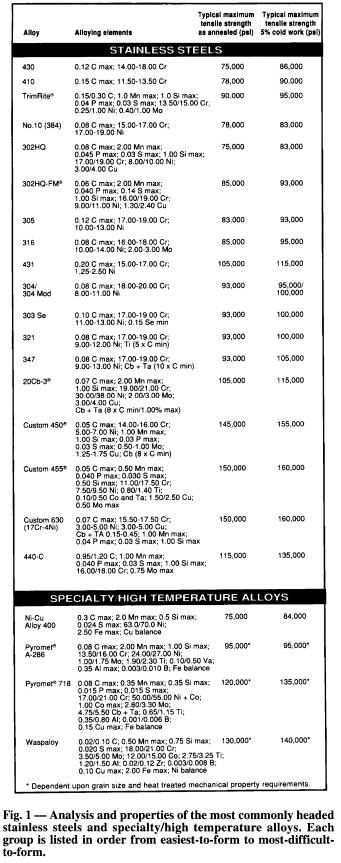 Stainless grades in the 400 series cold head much like carbon and low alloy steels. CarTech 430 stainless is the easiest to head, and CarTech 440C stainless the most difficult. Although CarTech Ni-Cu 400 alloy is shown under the Specialty/High Temperature Alloys section, its headability is comparable to that of CarTech 430 stainless.
Stainless grades in the 400 series cold head much like carbon and low alloy steels. CarTech 430 stainless is the easiest to head, and CarTech 440C stainless the most difficult. Although CarTech Ni-Cu 400 alloy is shown under the Specialty/High Temperature Alloys section, its headability is comparable to that of CarTech 430 stainless.
The 300 series provides more challenges than the 400 series since alloys in the 300 group have a higher work hardening rate. (See Figs. 2 and 3). Stainless steels in the 300 series require more energy to head than those in the 400 series. CarTech No. 10 stainless and CarTech Custom Flo 302HQ stainless have the lowest work hardening rates of the 300 series steels, and therefore are the easiest to head.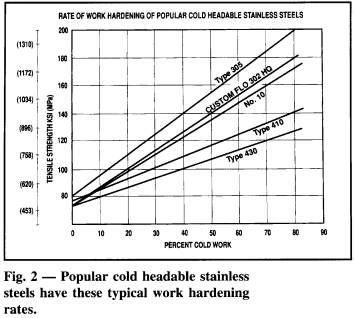
Although CarTech 304 Modified is less headable than CarTech 304, its high work hardening rate is an asset for fasteners requiring high strength threads. CarTech 304 Modified can be cold worked to about RC 40-45.
As might be expected, the precipitation hardening stainless steels and high temperature alloys are generally more difficult to head due to alloying elements that impart overall greater strength at cold working temperatures.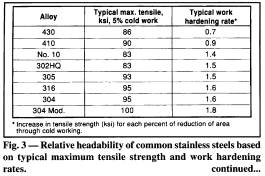
In the case of PH stainless steels, optimum formability can be obtained if the material is used in the H1150M heat treated condition. The H1150M heat treatment produces the lowest yield and tensile strength, thus the best formability. Material processed by this method must be subsequently solution treated before aging to get maximum tensile strength.
Some stainless steels are made that offer cold headers maximum fabricability characteristics for components that require secondary operations like machining. CarTech 302HQ-FM® stainless is a good example of how certain grades can be modified to meet specific property requirements. This alloy combines the headability of CarTech 302HQ stainless with the free-machining benefits of CarTech 303 stainless. It can be cold headed into a variety of parts, then easily machined in secondary operations like drilling, slotting and tapping.
Advances in steelmaking technology now make it possible to modify composition and processes to meet more specific application needs. When such modification is desired, the usual caveat applies; the volume of usage must justify the necessary developmental work.
Selection Method
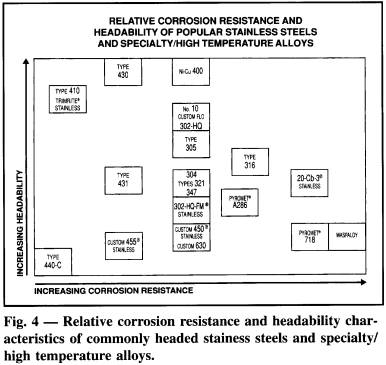
To simplify selection of the best alloy for a heading job, Carpenter has developed a proprietary method which plots relative corrosion resistance and headability of the materials most commonly used. Fig. 4 shows a diagram which positions 16 stainless steels and high temperature alloys in accordance with these two key characteristics.
Using this diagram, simply move up for better headability, or to the right for better corrosion resistance. The drawing indicates that CarTech 430 stainless and CarTech Ni-Cu 400 alloy have the best head- ability, while Waspaloy has the highest corrosion resistance. CarTech No. 10 and CarTech 302HQ offer a good combination of headability and corrosion resistance.
It should be noted that there are tradeoffs in the selection process because each application should be treated as a unique situation. When considering costs, the best choice is the lowest cost alloy that will provide the properties needed.
Also, the corrosion resistance shown on the diagram represents only a relative relationship to be used as a general guide. For more specific corrosion resistance to application environment, it is a good idea to consult with the alloy supplier. In general, if corrosion resistance is relatively similar, the header should select the alloy with the best combination of headability and cost.
Typical Uses
Starting at the top of the chart in Fig. 1, and referring also to the diagram in Fig. 4, CarTech 430 offers the best formability of all the stainless steels, with slightly less corrosion resistance than CarTech 304. Its formability is similar to that of low alloy steels which are easy to head. CarTech 430 has been used for many types of fasteners and bolts.
CarTech 410 is a hardenable stainless steel with the same tensile strength capability as CarTech 431 when heat treated. It is less corrosion resistant than CarTech 431, and has been used most often for sheet metal screws, bolts and fasteners exposed to atmospheric conditions.
CarTech TrimRite® stainless, which has been used for self-drilling construction fasteners, has better corrosion resistance than 410, the strength of 420 and corrosion resistance equal to 430.
CarTech No. 10 (Type 384) stainless and CarTech Custom Flo 302HQ stainless offer excellent headability and corrosion resistance for severely formed parts. CarTech No. 10, which has high nickel content, remains non-magnetic after cold working. The CarTech 302HQ alloy, which will be slightly magnetic after cold work, is more readily available than CarTech No. 10.
The CarTech 302HQ-FM stainless is a machinable modification of CarTech 302HQ that is suitable for both heading and subsequent machining. It has been run in bar form on automatic screw machines to produce parts where thread rolling or cold form tapping operations are critical.
CarTech 305 stainless has been used for severely formed parts and fasteners made in multiple heading stages. In addition to its good formability, the alloy is also useful for parts that must remain non-magnetic after cold working. CarTech 305 stainless resists corrosion by severe atmospheres, nitric acid and foodstuffs.
CarTech 316 stainless, an easily formed alloy, has superior corrosion resistance, and resistance to pitting corrosion in particular. It has been used to make fasteners for the chemical process industries.
CarTech 304 stainless, which has been used frequently for fasteners with simple head designs, resists severe corrosion and corrodents such as nitric acid. CarTech 304 modified has been used extensively for construction type fasteners. Composition can be adjusted also to reduce the work hardening rate for fasteners that require more severe forming.
With heat treatment, higher strength can be obtained in CarTech 431 stainless than that of CarTech 304. Although CarTech 431 has less corrosion resistance than CarTech 304, it has the best corrosion resistance of all the hardenable grades. The CarTech 431 grade is has been used for marine fasteners and aircraft fasteners requiring corrosion resistance and toughness.
CarTech 303Se stainless is a free-machining 18-8 chromium-nickel steel that can be considered for less severe heading of fasteners. CarTech 321 and CarTech 347 are also austenitic stainless steels that can be cold formed. They resist corrosion and heat, and have been used for aircraft fasteners at 800° to 1500°F (427° to 816°C).
Consider using CarTech 20Cb-3® stainless for fasteners or parts that need resistance to chloride corrosion cracking, hot sulfuric acid and/or many aggressive environments that readily attack Type 316 stainless. This alloy is readily formed and upset.
If more strength is needed than that obtainable in an alloy such as CarTech 431 stainless, one of three martensitic stainless steels with high tensile strength may be considered. The tradeoff with all three is less formability and availability.
CarTech Custom 450 stainless is an age hardenable steel which can be used in solution annealed condition. It has the very good corrosion resistance characteristics of CarTech 304 stainless and good strength characteristics.
CarTech Custom 455 stainless is a similar material to CarTech Custom 450 stainless, but offers somewhat higher strength levels. It has a hardness capability level of approximately RC 50.
CarTech Custom 630 (17Cr-4Ni) stainless is a precipitation hardenable steel offering high strength and hardness with excellent corrosion resistance. Its strength level is similar to that of CarTech Custom 455 stainless.
CarTech 440-C stainless, the most difficult of all stainless alloys to head, obtains its hardenability and high tensile strength through heat treatment. It has been used primarily in applications where balls are headed for stainless bearings.
For High Temperature Service
The major aircraft manufacturers and their prime contractors are generally inclined to specify the alloys they want. When the alloy is not specified, however, the header may enter into the selection process.
Of all the materials for high temperature service that are commonly cold headed, CarTech Ni-Cu 400 alloy is easiest to form. Its headability relative to other stainless and high temperature alloys can be seen in the Fig. 4 diagram. Its analysis and strength properties are shown in the Fig. 1 chart.
CarTech Ni-Cu 400 alloy, used at temperatures up to 8001F (427°C), has excellent corrosion resistance to seawater, and is virtually immune to chloride stress corrosion cracking. Its very low work hardening rate makes it easy to form. The material has been used extensively for rivets.
CarTech A-286, which has been used for a variety of aerospace and automotive applications, has notch rupture strength superior to any other alloy with comparable high temperature properties. It is good for service at temperatures up to 13001F (704°C).
This popular grade is available in several different cold drawn conditions to meet specified property requirements after heat treatment. It is frequently supplied in the solution treated and lightly drafted condition, attaining a minimum tensile strength of 130 ksi after heat treatment per AMS 5731.
The A-286 alloy also can be cold worked by means of a 15 to 17% reduction, then direct aged to obtain a tensile strength of 160 ksi minimum. Still greater cold work will produce a tensile of up to 200 ksi minimum, after direct aging. In all cases, the aging temperature will depend on the degree of cold work for maximum aging response and tensile strength.
CarTech 718 has exceptionally high yield, tensile and creep-rupture properties up to 1300°F (704°C). It has been used typically for high temperature bolts and fasteners in jet aircraft applications. Corrosion resistance of this alloy is comparable to that of 20Cb-3 stainless.
CarTech Waspaloy may be used for gas turbine engine fasteners and parts requiring good strength and corrosion resistance at temperatures up to 1600°F (870°C). This grade offers the greatest creep strength, stability and corrosion resistance of all the high temperature alloys commonly cold formed.
Classification Systems
Headers sometimes may be misled by terms such as "stainless fastener" or "high strength fastener". Orders which specify these broad terms tend to be ambiguous since there are many alloys to choose from. Each offers a specific set of properties in the finished product.
Disappointment most likely awaits the header who tries to substitute one stainless or high temperature alloy for another in an attempt to gain lower raw material costs, faster production or other advantages. If the fasteners must be nonmagnetic, for example, neither CarTech 430 nor CarTech 410 stainless steels can be used despite their excellent formability.
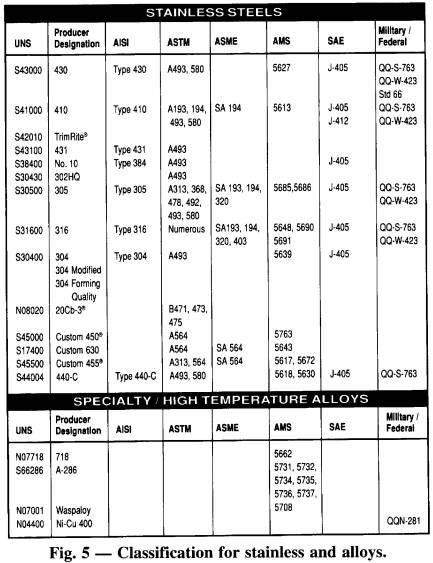
Much effort has been devoted to making the alloy choice easier through increased specification standards. In the broad sense, the Unified Numbering System (UNS) represents an attempt to establish a universal method for classifying alloys.
Such a system is necessary, for example, when you examine Fig. 5 and see how many specifications cover one alloy. This table lists the basic headable stainless steels and high temperature alloys, and shows how each grade is specified according to several classification systems.
In a further attempt at standardization, the American Society of Testing and Materials (ASTM) has developed specifications for stainless steel parts. F593 is for bolts, hex cap screws and studs; F594 is for nuts; and F738 for metric bolts, screws and studs.
Seventeen stainless grades are included in the ASTM specifications. While these ASTM fastener standards do not include all headable stainless alloys, they do provide broad coverage and include stainless grades used to produce machined fasteners.
Specifications such as F593, F594 and F738 are designed to place general limits on stainless alloys, classifying them by the percentage and types of elements included in each alloy's composition. Specifications, however, by their very nature are not always the last word.
For example, seven headable stainless grades - 430, 410, No. 10, 305, 316, 304 and 440-C - meet the Society of Automotive Engineers (SAE) specifications for cold finished annealed wire. Those specifications are insufficient to guide selection when considering the obviously wide gulf between the corrosion resistance of Type 410 and Type 316 stainless. Selection of the proper alloy must depend upon the corrosion resistance and strength level demanded by the particular application.
When considering a stainless steel for a forming application, the user should always refer to ASTM specification A493 for wire feedstock. For the header, it is the most useful guide for specifying wire because it gives each alloy's chemical composition and mechanical properties. Assuring the composition and properties defined is the natural responsibility of the wire supplier.
Summary
If no material specifications are provided, the heading shop or department can select the proper stainless steel or high temperature alloy for a job by considering the following factors in the order presented:
- Determine the required corrosion resistance.
- Determine the required strength, factoring in the effects of cold working and heat treatment.
- After narrowing the choice with the preceding criteria, determine which alloy has the best headability.
- Make certain the alloy you want is readily available.
- Don't overlook the part or fastener complexity, or the importance of the heading wire coating.
Use the diagram in Fig. 4 to determine the relative corrosion resistance and headability of candidate alloys. Refer also to the chart in Fig. 1 to evaluate the easiest-to-most-difficult alloys to head, and assess their relative strengths. Do not be shy about asking your material supplier for assistance in selecting the right alloy, or modifying one for optimum job performance.
Finally, do check industry specifications that apply and, by all means, refer to the important ASTM specifications A493 for wire feedstock.
***
By Douglas G. Frick
Senior Metallurgist - Coil Products
Carpenter Technology Corporation
Reading, PA
USA